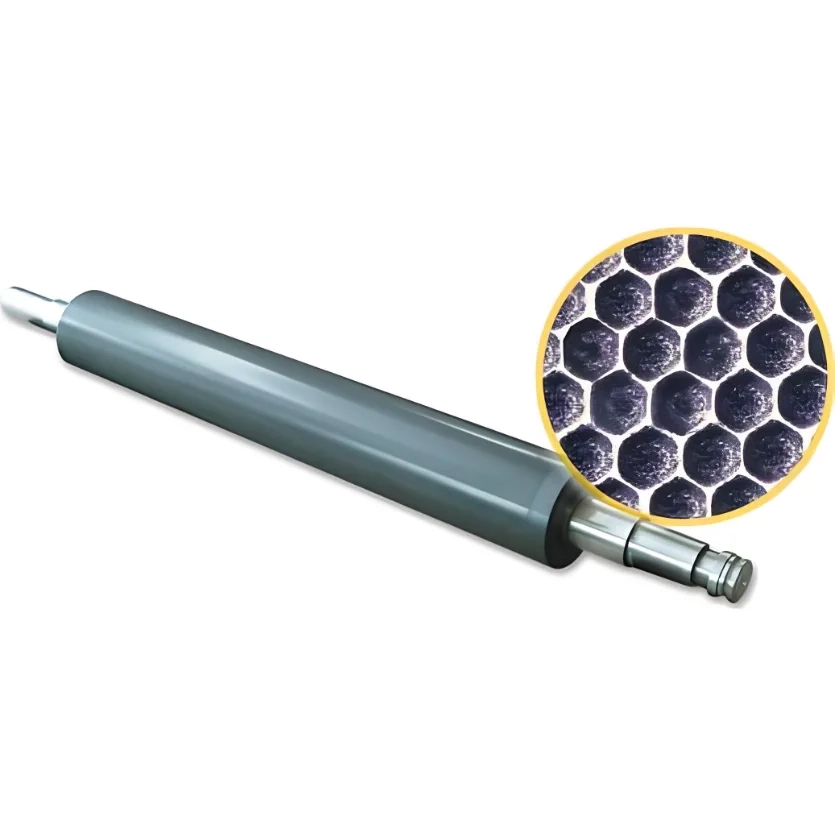











Подробное руководство по техническому обслуживанию керамических анилоксовых валов — основного компонента флексографической печати!
2025-11-17
В повседневной работе неправильное использование анилоксовых валиков может не только повлиять на равномерный перенос краски, ухудшая качество печати, но и значительно сократить срок службы самого анилоксового валика. Поэтому первым шагом в поддержании анилоксовых валиков для флексографической печати является изучение правильного их использования.
Правильное использование и эксплуатация анилоксовых валиков
I. Угол наклона ракельного ножа анилоксового валика
Угол между ракельным ножом и касательной к точке контакта с анилоксовым валиком обычно составляет от 25 до 30 градусов. Если угол слишком велик, ракельный нож будет практически прижиматься к анилоксовому валику. Поскольку поверхность анилоксового валика не гладкая, при вращении на высокой скорости это вызовет вибрацию или подпрыгивание эластичного ракельного ножа, что приведет к отскоку раствора и неравномерному нанесению покрытия и большим различиям в его количестве. Кроме того, большой угол может легко повредить ракельный нож.
II. Острота ракельного ножа анилоксового валика
Острота ракельного ножа в основном зависит от угла износа ножа, чистоты раствора и качества самого ножа. Для новых ножей подходящая острота заключается в эффективном соскабливании клеевого слоя с анилоксового валика без образования волокон. Умеренно острый нож эффективно соскабливает слой раствора, обеспечивая равномерное покрытие; наоборот, слишком острый нож приводит к большим колебаниям в количестве покрытия.
III. Плоскость ракельного ножа анилоксового валика
Плоский ракельный нож, без деформаций, обеспечивает равномерное покрытие; в противном случае увеличиваются колебания в количестве покрытия. Плоскость ракельного ножа зависит от способа установки и может также быть связана с попаданием посторонних предметов в паз держателя ножа, на сам нож или на лайнер. Поэтому при установке ножа следует очистить лайнер, а новый нож следует поместить за лайнер перед установкой в паз. При затягивании заднего винта начните затягивать его с середины лезвия, затем постепенно затягивайте его в обе стороны, используя вращательное движение для затягивания обоих концов. Чтобы предотвратить деформацию лезвия, винт следует затягивать два или три раза, одновременно зажимая лезвие и направляющую тканью и сильно натягивая в одну сторону. Этот метод обеспечивает более плоское лезвие, гарантируя, что колебания количества покрытия останутся в пределах стандартного диапазона.
IV. Боковое перемещение ракельного лезвия анилоксового ролика
Боковое перемещение ракельного лезвия играет решающую роль в поддержании линии анилоксового валика, улучшении использования ракельного лезвия и снижении износа анилоксового ролика. С этой точки зрения, меньший износ стенки анилоксового валика приводит к более глубокому слою анилоксового валика, что позволяет использовать больший объем жидкости и облегчает достижение необходимого количества покрытия. Обсуждается оптимальное количество покрытия для подложки из алюминиевой фольги и клея. После термосварки алюминиевой фольги жесткими листами ПВХ прочность сцепления обычно измеряется прочностью термосварки клеевого слоя. В определенном диапазоне прочность термосварки алюминиевой фольги и ПВХ прямо пропорциональна количеству покрытия. Однако эта пропорциональность уменьшается после определенного момента. В большинстве экспериментальных случаев количества покрытия 3-6 г/см² достаточно для удовлетворения требований к прочности термосварки. Увеличение количества покрытия приводит к определенной точке, где кривая прочности термосварки стремится к равновесию с минимальным изменением прочности. Поэтому дальнейшее увеличение количества клеевого покрытия не требуется и только увеличивает затраты.
Меры предосторожности при использовании ракельного ножа:
(1) Не прилагайте чрезмерного давления к ракельному ножу для получения большего количества цветовых оттенков, так как это увеличит износ анилоксового валика и ракельного ножа.
(2) Не вращайте сухой анилоксовый валик лицом к ракельному ножу.
(3) При каждой замене ракельного ножа необходимо заново устанавливать давление. Неправильные настройки давления приведут к образованию фрагментов ракельного ножа и повреждению поверхности валика.
(4) Прекратите использование ракельных ножей, которые превысили свой максимальный предел износа. Установите ежедневную процедуру для мониторинга изменений износа ракельного ножа, стабильно контролируйте степень износа ракельного ножа и избегайте повреждения анилоксового валика.
(5) Всегда держите валик и ракельный нож параллельно и проводите осмотр и калибровку каждые 15 дней.
Правильные методы технического обслуживания анилоксового валика
Анилоксовый валик является основным компонентом флексографической печатной машины и оказывает решающее влияние на результаты печати. Хотя выбор и конфигурация анилоксового валика важны при покупке печатного оборудования, неправильное техническое обслуживание значительно сократит срок службы анилоксового валика. Ежедневное техническое обслуживание анилоксового валика должно включать следующее:
I. Использование и техническое обслуживание
>>>> Поддерживайте оборудование в чистоте.
Анилоксовые и резиновые валики обычно оснащены защитными кожухами. Еще одна функция этих кожухов — предотвращение попадания пыли и песка между валками и их повреждения. Поэтому, помимо поддержания чистоты вокруг оборудования, поддержание чистоты самого оборудования, особенно защитных кожухов, имеет решающее значение для предотвращения попадания остатков чернил между валками.
>>>>Используйте чистые чернила на водной основе.
После некоторого времени использования чернила на водной основе могут содержать примеси или частицы песка по разным причинам, или некоторые чернила могут изначально содержать примеси или частицы песка. Эти примеси или частицы песка постоянно циркулируют в системе подачи чернил, вызывая серьезные повреждения анилоксовых валов, особенно при использовании ракельной системы. Поэтому перед использованием чернил на водной основе лучше всего отфильтровать их через фильтр с размером ячейки 100 или выше и добавить магнит к входной трубе системы подачи чернил.
>>>>Содержите чистящую салфетку в чистоте.
Это часто упускаемая из виду проблема. Многие операторы печатных машин на упаковочных предприятиях небрежно бросают протирочную салфетку на пол после протирки печатной формы. Это легко позволяет частицам песка с пола прилипать к салфетке и переноситься с печатной формы на анилоксовый вал, вызывая царапины.
>>>>Обратите внимание на качество бумаги основы.
Это также часто упускаемая из виду проблема. Поверхность основы бумаги содержит множество примесей (таких как пластик, песок, минералы и т. д.), а чернила на водной основе обладают определенной липкостью. Когда печатная форма с чернилами на водной основе соприкасается с картоном, она также может переносить примеси с поверхности основы бумаги, перенося их на анилоксовый вал и повреждая его, особенно крупные частицы.
>>>>Строго запрещается царапать, ударять или сотрясать анилоксовый вал.
При замене или очистке анилоксового валика избегайте ударов; обращайтесь с ним осторожно. Удары по анилоксовому валику могут повредить ячейки, повлиять на качество печати или даже сделать весь валик непригодным для использования.
II. Хранение и техническое обслуживание
Храните анилоксовые валики в сухом помещении, защищая их от влаги, дождя и прямых солнечных лучей.
При замене анилоксовых валиков защищайте поверхность валика от повреждений при ударах. Не храните неочищенные валики. При хранении оберните валики упаковочной пленкой из натуральных волокон.
Во время хранения надежно закрепите валики на специальной опорной раме. Не ставьте валики наклоненными на пол, так как это может легко повредить покрытие.
III. Техническое обслуживание при погрузке и разгрузке
Не прикрепляйте подъемные тросы непосредственно к поверхности валика при его перемещении, так как это может привести к его падению и поломке во время подъема. Правильный способ перемещения валика — закрепить ремни или другие опоры к концам валов валиков, избегая контакта с краями валиков или другими деталями с керамическим покрытием.
IV. Очистка и техническое обслуживание
После полного рабочего дня на дне ячеек анилоксового валика скапливается значительное количество чернил. Если эти чернила не удалить своевременно, после высыхания на дне ячеек их будет очень трудно удалить. Итак, как тщательно очистить чернила в ячейках?
Необходимо достаточно времени для очистки.
Если скопившаяся на дне ячеек краска еще не высохла, хотя и растворима в воде, она окружена стенками ячеек, и только поверхность может контактировать с водой. Без достаточного времени очистки полностью удалить краску из ячеек сложно. Это время должно составлять не менее одного часа.
Для очистки используйте медную или стальную щетку.
Использование медной или стальной щетки, специально предназначенной для анилоксовых валиков, может эффективно очистить валик. Медные щетки используются для очистки металлических анилоксовых валиков, а стальные — для очистки керамических. Однако этот метод очистки ограничен количеством линий на анилоксовом валике (обычно менее 280 линий). Это связано с тем, что при слишком большом количестве линий отверстия ячеек становятся меньше диаметра металлических проволок в медной или стальной щетке, что препятствует проникновению проволок в ячейки и очистке краски.
Используйте воду для очистки оборудования.
Обычно производители красок предоставляют чистящие растворы, которые помогают удалить стойкие остатки краски, особенно черной и быстросохнущей, со дна ячеек. Регулярная и тщательная очистка анилоксового валика крайне важна. Даже при тщательной ежедневной очистке некоторое количество остатков краски может оставаться и высыхать на дне ячеек; это хорошо видно при большом увеличении. Поэтому регулярная и тщательная очистка анилоксового валика имеет решающее значение.
Наконец
надлежащее техническое обслуживание анилоксового валика должно начинаться с оценки его состояния, включая состояние соответствующих компонентов печатного станка, таких как шестерни, подшипники и система ракельного ножа. Эта оценка может быть включена в плановое техническое обслуживание или поиск неисправностей оборудования. Тщательно осмотрите поверхность валиков и структуру ячеек, а также соответствующие детали машины, используя увеличительное стекло, и запишите результаты. Например:
Изношенные подшипники или ослабленный узел анилоксового валика могут вызывать неравномерную печать в направлении намотки; Изношенные или поврежденные зубья могут привести к смещению и появлению повторяющихся горизонтальных, ровных полос на пути намотки; повреждение поверхности анилоксового валика может изменить объем ячеек в соответствующих областях, влияя на равномерность цвета чернил на отпечатанном листе; неправильная или недостаточная очистка анилоксового валика, или повреждение самого валика, может повлиять на цвет чернил, приводя к появлению полос, растеканию чернил или пятнам. Если эти дефекты обнаруживаются только во время подготовки к печати, они неизбежно задержат производство и увеличат потери. Регулярные проверки и техническое обслуживание следует проводить во время планового технического обслуживания оборудования.